- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


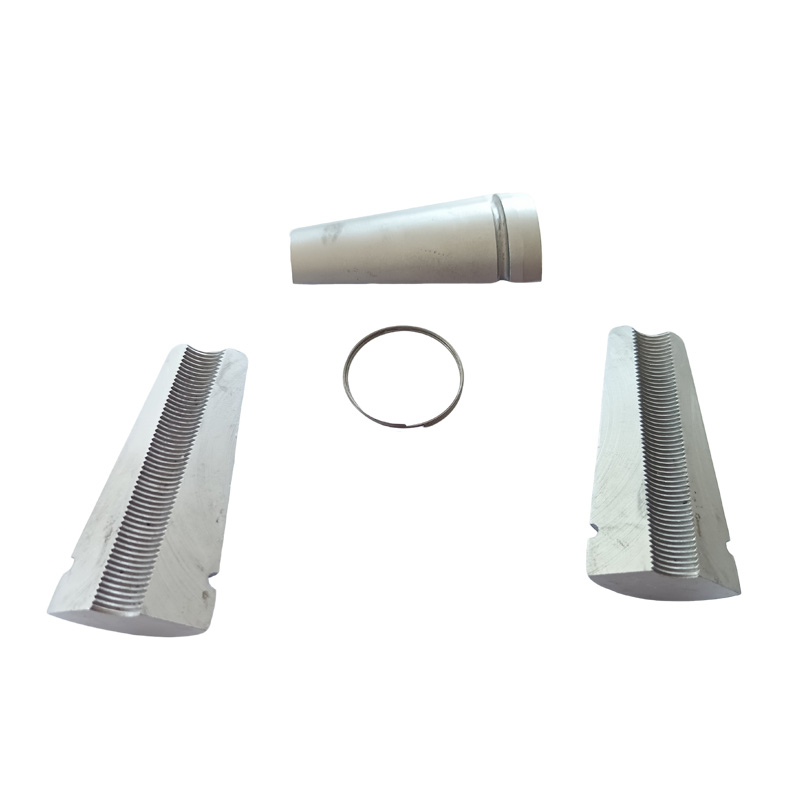
Soyuq Döymə Post Gərginlik Takozları
Xiaoguo® Soyuq Dövülmüş Post Gərginlik Takozlarının səthi diş modelini fərdiləşdirməyə imkan verir. 12,7 - 17,8 mm polad kabellərə möhkəm dişlənə bilən vahid diş naxışları yaratmaq üçün tələblərinizə uyğun olaraq dəqiq şəkildə işlənir. Gərginlik qüvvəsi 2000MPa-a çatdıqda belə, sürüşməyəcək. Belə bir məhsul istəyirsiniz?
Sorğu göndərin
Məhsul təsviri
Material
Cold Forged Post Tension Wedges materiallarının seçilməsi onun son performansına, xüsusən də səth aşınma müqaviməti və nüvənin möhkəmliyi arasındakı tarazlığa birbaşa təsir göstərir.
Ümumi material sistemləri:
(1)20CrMnTi (üstünlük verilir)
Aşağı karbonlu alaşımlı polad kimi, yüksək möhkəmlikli qabaqcadan gərginlikli takozların istehsalı üçün üstünlük verilən materialdır. Onun əsas üstünlüyü, Soyuq Dövülmüş Post Gərginlik Takozları içərisində yaxşı möhkəmliyi qoruyarkən, karbürləşdirmə və ya karbon-azotla birgə karbürləşdirmə prosesləri vasitəsilə səthdə son dərəcə yüksək sərtliyə və aşınma müqavimətinə nail olmaq qabiliyyətindədir.
(2)40Cr / 45# polad
Bu iki material performans və qiymət arasında tarazlıq yaradır və orta güc tələbləri olan ssenarilər üçün uyğundur.
(3) Digər materiallar
Amerika standart sistemində AISI C12L14, C11L17, 40Cr və C45 kimi materiallar da istifadə olunur.

Sənət tələbləri
Soyuq döymə Soyuq Döymə Post Gərginlik Takozları üçün əsas istehsal prosesidir ki, bu da yüksək dəqiqliyi təmin etməklə yanaşı, həm də istehsal səmərəliliyini və materialdan istifadəni əhəmiyyətli dərəcədə artıra bilər.
【1】Əsas istehsal prosesi
(1)Soyuq başlıq / Soyuq ekstruziya: Əsas proses soyuq başlıq maşını və ya presdən istifadə edərək otaq temperaturunda metal iş parçasını çıxarmaq və formalaşdırmaqdan ibarətdir.
(2)Formalama prosesi: İstehsal prosesi adətən “materialın kəsilməsi → düz zımbanın formalaşdırılması → çox mövqeli soyuq başlığın formalaşdırılması” kimi addımları əhatə edir və Soyuq Döymə Post Gərginlik Takozlarının əsas formasını bir və ya bir neçə mərhələdə istehsal edə bilər.
(3)Prosesin üstünlüyü: Soyuq döymə prosesi olduqca yüksək materialdan istifadə dərəcəsinə malikdir, adətən 85%-ə çatır və qabaqcıl texnikalar hətta 99%-ə çata bilir.
【2】Əsas emal dəqiqliyi:
(1) Səth pürüzlülüyü: Anker lövhəsinin konus dəlikləri kimi əsas cütləşən səthlərin səthi pürüzlülüyü olduqca yüksəkdir. Tipik olaraq, konus deşikləri üçün Ra dəyəri 0,8, digər hissələr üçün isə 3,2-dir ki, bu da öz-özünə kilidləmə performansını təmin edir.
(2)Ölçü dözümlülüyü: Anker lövhəsinin diametrinin sapması ±0,5 mm, konus bucağının xətası isə ±0,3° daxilində olmalıdır.

Tez-tez verilən suallar
(1)Soyuq Dövülmüş Post Gərginlik Takozlarının materialı aşağı temperaturda möhkəmlik tələblərinə (məsələn, -40°C) cavab verirmi?
A: Bəli. Materialımız təsir enerjisi ≥ 27J (GB/T 229 standartına uyğun) ilə -40°C aşağı temperaturda zərbə testindən keçdi.
(2)Soyuq döymənin ənənəvi isti döymə və ya emaldan üstünlüyü hansılardır?
A: Soyuq döymə (soyuq başlıq / soyuq ekstruziya) otaq temperaturunda formalaşır və üç əsas üstünlüyə malikdir:
①Yüksək materialdan istifadə dərəcəsi
②Yüksək ölçülü dəqiqlik
③Yaxşı səth keyfiyyəti
(3)Hansı səth müalicəsi qəbul edilir?
Standart səth müalicəsi fosfatlama + yağ örtüyüdür (əsas pas əleyhinə).
Yüksək korroziyalı mühitlər üçün Dacromet və ya sink-nikel ərintisi örtük kimi seçimlər seçilə bilər.
Qaynar Teqlər: Cold Forged Post Gərginlik Takozları, Çin, İstehsalçı, Təchizatçı, Fabrika
Əlaqədar Kateqoriya
İsti daldırma sinklənmiş billet polad tel
Optik kabellər üçün sinklənmiş polad tel
Polad
Dəyirmi tel ipi
Təyyarə polad tel ipi
Paslanmayan polad tel ipi
Tutucu Paz
Anchorage Gripper
Sorğu göndərin
Sorğunuzu aşağıdakı formada verməkdən çekinmeyin. 24 saat ərzində sizə cavab verəcəyik.