- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






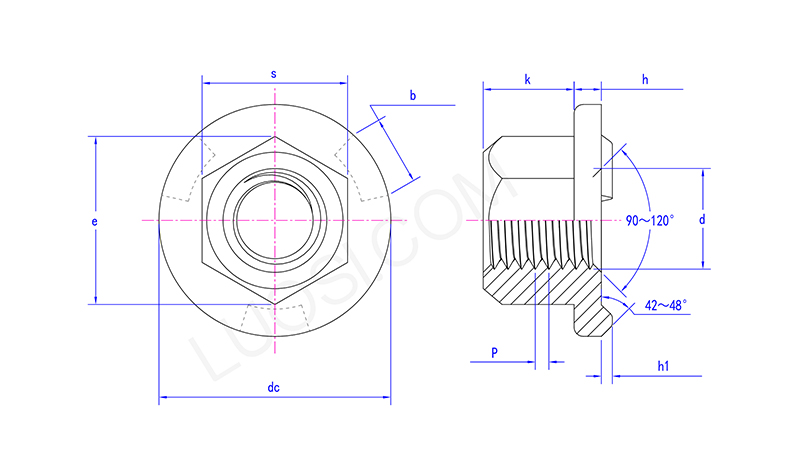
Flanşlı Yüksək Güclü Qaynaqlı Altıbucaqlı Qoz
Flanşlı yüksək möhkəmlikli qaynaq altıbucaqlı qozunun əsas üstünlüyü onların yüksək çəkilmə gücü, vibrasiya müqaviməti və montaj zamanı düzülmə asanlığının birləşməsidir. Xiaoguo® rəqabətli qiymətlər və səmərəli beynəlxalq göndərmə xidmətləri təqdim edir. Pulsuz nümunələr təqdim edə bilərik.
Model:Q 366-2012
Sorğu göndərin
Məhsul təsviri
Karbon poladdan yüksək möhkəmliyə malik flanşlı qaynaqlı altıbucaqlı qayka adətən 5, 8 və ya 10 (ASTM A563-dən) və ya oxşar ISO xüsusiyyət siniflərinə (məsələn, 8, 10, 12) uyğun gəlir. Bu, onların xüsusi mexaniki xassələrə malik olmasını təmin edir. Paslanmayan poladdan olanlar ümumiyyətlə ASTM A194/A194M və ya ASME standartlarına cavab verir ki, bu da onların kimyəvi tərkibini və korroziyaya nə qədər müqavimət göstərməsini əhatə edir, bu qoz-fındıqlar üçün əhəmiyyətlidir.
| Bazar ertəsi | M8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 maks | 1.1 | 1.3 | 1.3 | 1.3 |
| h1 dəq | 0.9 | 1.1 | 1.1 | 1.1 |
| dc maks | 22.5 | 26.5 | 30.5 | 33.5 |
| dc min | 21.5 | 25.5 | 29.5 | 32.5 |
| e min | 13.6 | 16.9 | 19.4 | 22.4 |
| h maks | 2.75 | 3.25 | 3.25 | 4.25 |
| h min | 2.25 | 2.75 | 2.75 | 3.75 |
| b maks | 6.1 | 7.1 | 8.1 | 8.1 |
| b dəq | 5.9 | 6.9 | 7.9 | 7.9 |
| k dəq | 9.64 | 12.57 | 14.57 | 16.16 |
| k maks | 10 | 13 | 15 | 17 |
| s maks | 13 | 16 | 18 | 21 |
| s min | 12.73 | 15.73 | 17.73 | 20.67 |
Ehtiyat tədbirləri:
Flanşlı yüksək güclü qaynaq altıbucaqlı qozunu düzgün şəkildə yerləşdirmək düzgün qaynaq addımlarından istifadə etmək deməkdir. Qoz düzgün yerə qoyulmalı və iş parçasının səthinə möhkəm tutulmalıdır - əvvəlcə səthin təmiz və hazır olduğundan əmin olun. Proyeksiya qaynağı üçün düzgün cərəyan, vaxt və təzyiqdən istifadə etməlisiniz. Qövs qaynağı üçün bu, düzgün texnikadan gedir. Hər halda, bunu düzgün əldə etmək vacibdir. Bütün yolu keçən, ancaq qozun iplərini qarışdırmadan bir qaynağa ehtiyacınız var. Beləliklə, birləşmənin dayandığına əmin olursunuz.
Quraşdırma Təlimatları:
Flanşlı flanşlı yüksək güclü qaynaq altıbucaqlı qozunu proyeksiya etmək üçün adətən xüsusi bir müqavimət qaynaqçısı lazımdır. O, qozun ölçüsünə və materialına uyğun elektrod təzyiqi, cərəyan və vaxt parametrlərinə malik olmalıdır. Xüsusi qoz-fındıqlarınıza uyğun təklif olunan parametrlər üçün istehsalçının məlumat vərəqini yoxlayın.
Qaynar Teqlər: Flanşlı yüksək güclü qaynaq altıbucaqlı qoz, Çin, İstehsalçı, Təchizatçı, Zavod
Əlaqədar Kateqoriya
Altıbucaqlı qoz
Kvadrat qoz
Altıbucaqlı flanşlı qoz
Kilid qozu
Qapaq qoz
Altıbucaqlı yivli qoz
Əl Vida Qoz
Dairəvi qoz
Qoz-fındıq
T-qoz
Qamış qoz
Digər qoz-fındıq
Sorğu göndərin
Sorğunuzu aşağıdakı formada verməkdən çekinmeyin. 24 saat ərzində sizə cavab verəcəyik.